
煤机微课之“更换截割电机”:MG250/300-NMD型采煤机项修工艺(二)
煤机微课之“更换截割电机”:MG250/300-NMD型采煤机项修工艺(二)
1.2 更换截割电机
1.2.1 准备工作
1.2.1.1 组织准备
1.2.1.1.1 由作业单位技术员编制此检修项目安全技术措施,并按程序进行审批。
1.2.1.1.2 确定检修作业人员(6人)
检修负责人1人:由机电副队长或机电技术员担任。
机修工2人,维修电工1人,采煤机司机1人,辅助工1人。
1.2.1.1.3 检修负责人组织作业人员学习安全技术措施和检修工艺。
1.2.1.1.4 检修负责人组织在作业现场对安全隐患进行辩识指认。
1.2.1.2 工具材料准备
序号 | 名称 | 规格 | 单位 | 数量 | 备注 |
1 | 手拉葫芦 | 3t | 台 | 1 | |
2 | 单体 | 3.15m | 根 | 2 | |
3 | 钢丝绳扣 | 15.5mm | 个 | 2 | |
4 | 套筒扳手 | 14、17、19、24mm | 把 | 各1 | |
5 | 内六角扳手 | 8-24mm | 套 | 1 | |
6 | 一字槽螺钉旋具 | 300mm | 把 | 1 | |
7 | 圆头锤 | 2.5磅 | 把 | 1 | |
8 | 铜棒 | 30*300mm | 根 | 1 | |
9 | 撬杠 | 1200mm | 根 | 2 | |
10 | 砂纸 | 100目 | 张 | 3 | |
11 | 万用表 | F47型 | 块 | 1 | |
12 | 摇表 | 1000V | 块 | 1 | |
13 | 油石 | 块 | 1 | ||
14 | 凡士林 | 盒 | 1 | ||
15 | 橡皮泥 | g | 50 | ||
16 | 清洗盆 | 个 | 1 | ||
17 | 清洗剂 | kg | 5 | ||
18 | 绸布 | 条 | 3 | ||
19 | U型卡 | KJ10-10、KJ10-16 | 个 | 各15 | |
20 | 防尘帽 | 10、16mm | 个 | 各15 | |
21 | 台布 | m2 | 3 |
1.2.1.3 配件准备
YBC-250D电动机一台,M24×65螺钉8套,M12×25螺钉12套,M20×25螺钉6套,M20×65螺钉10套,M20×100螺钉4条,M24×100螺钉4条,M24×65螺钉8套,O形圈365.1×7 2个、O形密封圈26508500、18002240、26503450、26502500各2个。
1.2.1.4 作业条件准备
1.2.1.4.1 作业前一班次工作面割一刀,机尾4付液压支架不移架,并将前部刮板机机尾6米范围内的浮煤清理干净,确保作业环境无粉尘飞扬。
1.2.1.4.2 采煤机司机将采煤机开到前部刮板机机尾端部,并将摇臂转到机头端落地放置,将煤机的电源隔离开关转到分的位置,并将离合器转到分的位置。切断采煤机供水系统。
1.2.1.4.3 检修负责人监督电工将前部刮板机和采煤机的电源在控制开关处停电、闭锁、挂警示牌。电工做到专人专责,谁送电,谁停电。
1.2.1.4.4 将小齿轮箱上方液压支架支护到位,护帮板紧贴煤壁,并在前梁(或顶梁)煤壁侧下方打2根单体加强支撑,挂好单体防倒绳。
1.2.1.4.5 在小齿轮箱上方的液压支架前梁(或顶梁)的吊耳处安装一台3t手拉葫芦。
1.2.1.4.6 清理采煤机上及四周的浮煤,并擦拭干净小齿轮箱和截割电机各部位。
1.2.1.4.7 在作业地点附近搭设检修棚,上设防止煤渣掉落和淋水的棚布,下铺一块台布,将工具、小配件、螺栓及专用器具整齐的放置在台布上,并在台布上预设摆放拆解小配件的位置。
1.2.1.4.8 放尽采煤机小齿轮箱内的润滑油,装入专用油壶,倒入回收油桶内。
1.2.1.4.9 关闭喷雾冷却系统的供水管路阀门,并挂“正在检修,严禁开启”的警示牌。
1.2.2 拆卸 (如下图)
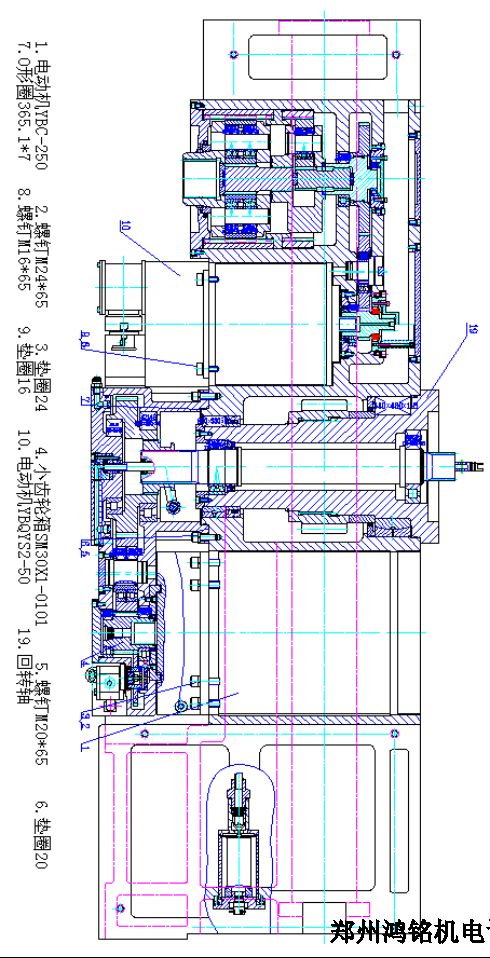
1.2.2.2 拆卸小齿轮箱
1.2.2.2.1 用一字槽螺钉旋具拆除小齿轮箱采空区侧与调高泵连接的2根油管和与水阀连接的冷却水管,放干净管内残留的油和水,管口用防尘帽封堵好。
1.2.2.2.2 用10mm内六角扳手卸掉小齿轮箱上方盖板的M12×25螺钉,取下上方的盖板和阀组。
1.2.2.2.3 用10mm内六角扳手卸掉小齿轮箱采空区侧下方的两块盖板螺钉,取下盖板。
1.2.2.2.4 用17mm内六角扳手拆卸固定拖缆装置的6-M20×25螺钉,取下拖缆装置。
1.2.2.2.5 将喷雾系统内残留的水放干净,用8mm内六角扳手拆除固定内喷雾进水装置座的4-M10×65螺钉,取出内喷雾进水装置座,抽出内喷雾进水管。
1.2.2.2.6 在小齿轮箱中部捆绑一根钢丝绳扣,用3t手拉葫芦吊紧小齿轮箱。
1.2.2.2.7 用17mm内六角扳手卸出固定小齿轮箱的10-M20×65螺钉。
1.2.2.2.8 用17mm内六角扳手将4条M20×100的螺钉旋入顶丝孔,逐个均匀用力,将小齿轮箱顶出。
1.2.2.2.9 用3t手拉葫芦吊开小齿轮箱,稳妥放置在不影响作业的位置。
1.2.2.2.10 取出小齿轮箱与机身连接部位的2个定位销。
1.2.2.3 拆卸截割电机
1.2.2.3.1 电工拆除截割电机接线室的盖板,用万用表验电,放电后拆除电机进线电缆,卸掉喇叭口连接螺栓,松开电缆压板抽出电机供电电缆,并恢复好进线喇叭口和接线室盖板。
1.2.2.3.2 将截割电机冷却系统内残留的水放干净,用300mm一字槽螺钉旋具拆除截割电机冷却水管,用防尘帽封堵好管口。
1.2.2.3.3 用19mm内六角扳手拆除固定电机的8-M24×65螺钉。
1.2.2.3.4 用19mm内六角扳手将4-M24×100螺钉旋入顶丝孔,逐个均匀用力,将截割电机顶出装配孔60mm。
1.2.2.3.5 用钢丝绳扣捆绑截割电机露出装配孔的位置,用3t手拉葫芦吊紧电动机,然后用2根1200mm撬杠缓慢平稳地撬出电机。
1.2.2.3.6 用3t手拉葫芦吊开截割电机后落地,然后用手拉葫芦将其倒运至前部刮板机尾处。
1.2.2.3.7 对电机轴头进行涂油包扎后将其放置在设备回收区。
1.2.3 清洗检查
1.2.3.1 对拆下的螺栓进行清洗检查,对不符合完好标准的螺栓进行更换。
1.2.3.2 对装配面和装配孔进行清洗,并检查有无损伤,如有用砂纸打磨处理。
1.2.3.3 对液压管路接头进行清洗。
1.2.3.4 清洗内喷雾进水管和管座。
1.2.4 组装
1.2.4.1 安装截割电机
1.2.4.1.1 利用3t手拉葫芦倒运截割电机至安装位置。
1.2.4.1.2 用钢丝绳扣捆绑住截割电机中部,然后用3t手拉葫芦将截割电机吊起至安装高度,将截割电机推进装配孔一半(推入时注意观察花键对中情况),取掉钢丝绳扣,用撬杠将电机推到位,用19mm内六角扳手将8条M24螺钉旋入螺孔,并对角依次紧固。
1.2.4.1.3 取下电机冷却水管上的防尘帽,安装截割电机的冷却水管,并将固定U形卡安装到位。
1.2.4.1.4 电工拆除截割电机接线室的盖板,拆除电机接线喇叭口连接螺栓,松开电机喇叭口压线板螺栓,穿入电缆(穿入时挡圈、密封圈要齐全完好),进行接线,接线工艺要求如下:
a.电缆护套伸入接线腔内壁的长度约为10mm,电缆护套切割整齐。
b.导电芯线在接线腔内严禁交叉,相色对应连接,导电芯线在接线腔内的长度,从剥去护套算起,当导线搭接好后,最长不大于接线柱台至护套口直线距离的10mm。
c.接地芯线的长度要比相线长1/3,以确保相线拉脱时,接地芯线不掉,漏电保护动作。
d.接线整齐无毛刺,不压绝缘层,裸露芯线之间的电气间隙符合规定,电气间隙不小于10mm。
e.接线腔接线完毕后,接线装置齐全、完整、紧固、导电良好,弓形卡爪或平垫圈,弹簧垫圈使用正确并且齐全。
f.必须清除腔内的杂物,保持接线腔干净,不允许有铜丝、螺母等导电体和其它杂物、积尘等(可用橡皮泥粘除铜丝等细小杂物)。
g.电缆装置压板压紧电缆垫皮要统一,垫皮宽度应为30mm。
1.2.4.1.5 电工用摇表对接线后绝缘电阻进行检测,要求绝缘电阻不低于2ΜΩ。
1.2.4.1.6 电工检查和用油石清理电机接线室防爆面,并在防爆面上均匀涂抹凡士林,并按接线工艺要求安装好接线室盖板和进线喇叭口。
1.2.4.2 安装小齿轮箱
1.2.4.2.1 利用3t手拉葫芦倒运小齿轮箱至安装位置。
1.2.4.2.2 用钢丝绳扣捆绑住小齿轮箱中部,利用3t手拉葫芦将小齿轮箱平衡吊起至安装高度,并清洗干净装配面,安装好箱体装配面处的O形圈365.1×7。
1.2.4.2.3 检修负责人观察小齿轮箱花键孔与截割电机花键轴的对中情况,指挥其它人员将小齿轮箱慢慢推入到位,用2.5磅圆头锤和铜棒配合安装好2个定位销。
1.2.4.2.4 用17mm内六角扳手旋入固定小齿轮箱的10条M20螺钉,并对角依次紧固。
1.2.4.2.5 装好内喷雾进水装置套上的密封圈,将内喷雾进水装置水管和套一起装入孔中,装入时注意水管煤壁侧的缺口应对准摇臂Ⅰ轴(花键轴)上小盖的定位装置。
1.2.4.2.6 安装内喷雾进水装置座上的密封圈,将内喷雾进水装置的座装入安装孔内,并用8mm内六角扳手旋紧内喷雾进水装置座的4-M10×65固定螺钉。
1.2.4.2.7 安放拖缆装置,用17mm内六角扳手安装固定拖缆装置的螺钉。
1.2.4.2.8 安装小齿轮箱上方的盖板和采空区侧的阀组。
1.2.4.2.9 连接小齿轮箱的油管和冷却水管。
1.2.4.2.10 安装小齿轮箱下方的盖板。
1.2.5 现场清理、检查、注油
1.2.5.1 现场清理
1.2.5.1.1 拆除起吊用的手拉葫芦。
1.2.5.1.2 清洗、清点、整理工器具及配件。
1.2.5.1.3 拆除检修棚、清理现场卫生。
1.2.5.2 检查
1.2.5.2.1 检查各配件是否装配齐全。
1.2.5.2.2 检查各连接螺栓是否紧固。
1.2.5.2.3 检查现场是否清理干净。
1.2.5.3 注油
1.2.5.3.1 检查清洗小齿轮箱注油口及润滑油腔。
1.2.5.3.2 在小齿轮箱油池内加入320#润滑油,加到油标上位。
1.2.6 试运转、记录
1.2.6.1 试运转
1.2.6.1.1 通知工作面所有人员,准备对采煤机进行试运转。
1.2.6.1.2 通知电工送电,合上采煤机电源隔离开关。
1.2.6.1.3 采煤机司机启动采煤机,观察截割电机和小齿轮箱运转情况,要求无异常声响,转动平稳,温度不超过60℃。
1.2.6.2 填写记录
试运转完毕后,由检修负责人填写检查、检修记录,要求填写以下内容:检修设备名称、型号、身份证编号;检修人员及负责人;检修时间及地点;检修项目及每项所用工时;检修所用配件名称、规格型号、数量、生产厂家;试运转情况。
明天请看“更换采煤机牵引检修工艺”
本文系独家编辑,转载请注明:微信号:jixicaimeijipeijian
关注煤矿机械公众号(jixicaimeijipeijian)-【长按括号里的微信号,搜索关注】,每天带你看普采、高档普采、综采设备,带您看国内外各种煤机。
-------------------------------觉得本号不错,请扫描下面的二维码
